Greetings,
We are using the Kflop to run parts with a very short
cycle time, roughly 2-10 seconds. Every second of cycle
time is very important as we make thousands of parts per
day.
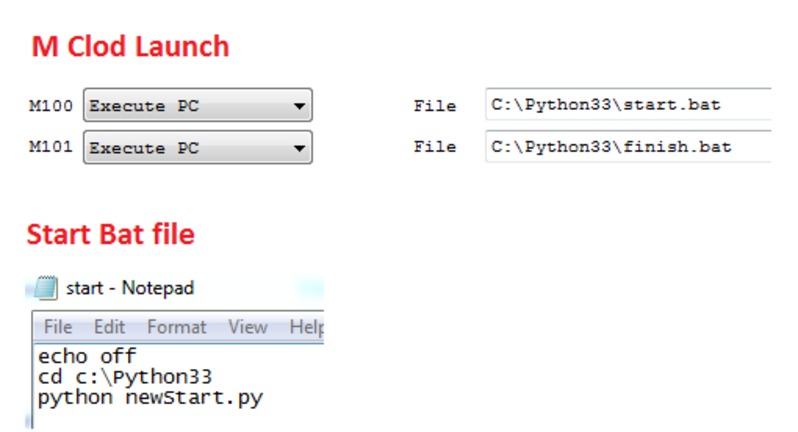
The feature to "Execute PC" is VERY helpful, we have it
running a custom M-Code at the beginning and end of the
program to update cycle time to the network. My problem
is, each time this M-Code runs the CNC program stalls for
roughly 0.5 seconds, for a total loss of 1 second for each
part. Is there anything that we can do to reduce this
time? Is KMotionCNC waiting for the program to finish, or
is this just the time that it takes to launch the
application?
I have also seen a stall in coordinated motion when the
spindle changes speeds. It was much more pronounced on
version 433K, now that we are on 433Q motion only freezes
for roughly 0.2 seconds. Was this an intentional upgrade?
Any idea if we could reduce this time as well?
Thanks,
Scott
{kind=link}